The following paper was presented at BHR Group's 1st Interational Conference for Pipeline Integrity – Schipol, The Netherlands – 5th – 7th November 2008.
The paper was authored jointly by Richard Lindley and Ken Lax, and presented by Richard at the conference.
DISCLAIMER: All information, references to Standards and / or criteria correct at time of paper.
ABSTRACT
A description is provided of the above ground measurements that should be made in the evaluation of pipelines that are to be rehabilitated. Simple measurements, carried out by trained and competent personnel, can provide quality data to enable decisions to be made for pipeline rehabilitation.
The importance of data integrity is considered and the use of competent personnel to collect data.
Data management and data analysis methods are discussed and an example of the weighting factors for a Priority Matrix to provide an overall risk for each section of the pipe is provided.
INTRODUCTION
When a pipeline is considered for rehabilitation it is inevitably because the pipeline is believed to be in a poor condition, usually due to neglect over the operating life.
On this basis it is usually safe to assume that:
- Whatever coating there was has now deteriorated to the point where it is of no benefit
- Cathodic protection was never properly applied, maintained, or implemented
- Construction records are no longer available
In certain countries you will also be safe to assume that the field joints are suspect and were never properly coated.
Add to this the unrealistic expectations of lay personnel regarding the cost of pipeline rehabilitation and repairs and there is a huge uncertainty over the prospects for rehabilitation.
Contrary to the opinion of many large pipeline contractors and consultancy groups the best way to rehabilitate a pipeline may not be to dig, expose it all and re-wrap it. Aged pipelines, even those suffering from neglect, are not usually uniformly bad and in need of replacement.
The above ground measurement and inspection techniques described in this paper will enable firm engineering decisions to be made regarding pipeline repairs, coating replacement, and cathodic protection.
International standards and recommendations are not always helpful in providing guidance. These documents should be treated with caution and recognised for what they are. In the case of standards they are a guide for specialists to employ, not text books. Recommended practices are the opinions of a committee based on their experience and do not have the provenance of a standard.
A good in-line inspection tool can provide the best available information on remaining wall thickness but some tools exaggerate the capabilities of the analysis to provide details on wall thickness, coating disbondment and cathodic protection statements. As in all cases the tool capabilities should be carefully reviewed and verified before committing to major expense.
This paper deals with the options available for above ground inspection. Above ground inspection is sometimes the only tools that is available to prepare an assessment for rehabilitation and can be used as a stand-alone or as a complimentary set of data for rehabilitation.
It is always good for research and progress to develop new techniques and advanced analysis but we can achieve a great deal if we properly employ the known and existing techniques.
There is no universal solution to pipeline rehabilitation works. Each section of the pipeline has to be considered on its own merits.
The paper does not make any prescriptive recommendations, its purpose is to emphasise that when above ground measurements are made by professionally competent personnel then the data can be used to determine the suitability of each section of pipeline for rehabilitation.
The techniques have been successfully applied to many pipelines around the world, even those that the “experts” said could not be rehabilitated.
EXTERNAL CORROSION
Whilst above ground measurements alone will provide no indication as to the internal condition of the pipe, with no available alternative, an assessment of the external condition of the pipeline can provide vital information as to the feasibility of rehabilitation.
Mechanisms
The following section details the principal mechanisms for external corrosion to occur on a pipeline.
Coating Failure
The purpose of a coating is to provide a high resistance barrier between the pipe and its surrounding environment.
Where the coating is damaged, active corrosion will occur in the absence of an operational cathodic protection system.
Where effective cathodic protection is applied, the corrosion process at a coating defect, or holiday, can be slowed to an almost negligible rate.
Soil Conditions
Soil resistivity measurements are made to provide an indication of the soil corrosivity and for use in anode groundbed and attenuation calculations.
Soil corrosivity is classified by the British Standard BS7361 (1) as:
· 0 – 10 ohm·m severely corrosive
· 10 – 50 ohm·m corrosive
· 50 – 100 ohm·m moderately corrosive
· > 100 ohm·m slightly corrosive
Resistivity is not the only factor affecting corrosion, other factors which may be considered include;
- pH
- total acidity
- aeration
- moisture content
- soil type
- soil permeability and composition
- heterogeneity
Mechanical Damage
It is not uncommon that during construction, or through third party excavation, the pipeline can be damaged. At best this can mean removal of the coating, at worst it can mean scoring of the metal itself.
If this damage is not identified at the time, or subsequently reported and repaired, these locations will be subject to corrosion.
On pressurised pipelines, the maximum allowable operating pressure is calculated using the pipe material and its initial wall thickness. If metal loss occurs, either directly, or through corrosion, than naturally there is a reduction in the allowable operating pressures.
DC Stray Currents
DC stray currents will create metal loss, not at the point where the current enters the pipe, but at the point that it leaves the pipe.
1 Amp DC leaving a steel pipe will cause 9.1 kg of metal loss per year. And whilst the current leaving the pipe is usually of a significantly smaller magnitude than this, they can be increased due to sources of DC stray current, including;
- DC transit systems, such as railways, trams etc
- Third party cathodic protection systems
- Welding activity
- Mining
- Telluric currents
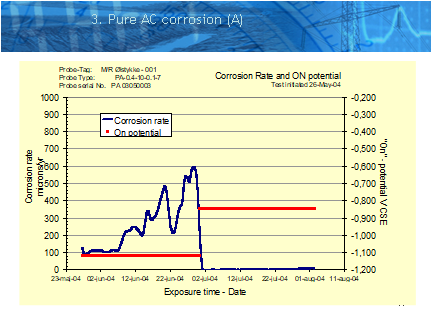
AC Influence
AC interference can present two main issues on a pipeline.
Firstly, is one of safety, as voltages above 15 VAC (2) can be considered as hazardous to personnel, through “Touch Potential”.
Secondly, it is only relatively recently that AC interference has truly been recognised as a potential cause for corrosion on well-coated pipelines.
The propensity for AC corrosion to occur can be classified by;
- Proximity to AC source
- Magnitude of AC source
- AC current density
- Ratio between DC and AC current densities
- Soil Type / Resistivity
- Levels of cathodic protection
ABOVE GROUND MEASUREMENTS
The purpose of the above ground measurements is to obtain enough quantifiable information with regard to the pipeline without the need for excavation.
The following section details several methods that can be combined to assess the pipeline condition, although their individual selection depends on both Client requirements and feasibility.
DCVG (Direct Current Voltage Gradient)
The purpose of a DCVG survey is to identify coating defect locations and, once located, to benchmark them against other coating defects on that pipeline.
The technique requires a source of DC current to be interrupted cyclically, either from an existing cathodic protection system, or a temporarily installed system. The pipeline is then traversed using two equally matched electrodes, and an analogue voltmeter, as shown in Figure 1.

Figure 1
The sequence of indications on the meter are shown below;

This method gives a clear and precise method of locating coating defects with the pipe in-situ, and without the need for intelligent pigging or excavation.
The coating defects can also be determined to be anodic (current leaving) or cathodic (current joining) the pipeline. Whilst this is not an exact science, in that the defects can alternate their nature, it does give a baseline indication as to whether the pipe is likely to be losing metal.
Additionally the attenuation of the DC current is also measured, giving an early indication to the current requirements for a cathodic protection system.
Soil Resistivity
Soil resistivity measurements can be taken using the 4 Pin Wenner Method. This method allows for data to be collected in and around pipe depth without need for excavation.
The 4 pins are spaced equally apart, in a straight line, the spacing of which is equivalent to the depth of the measurement required. Figure 2 shows the equipment set-up, with the pins spaced at 1 metre.

Figure 2. Soil resistivity measuring equipment set-up
An AC current is applied to the outer pins, and the voltage drop between the inner pins is measured. The resistivity is a function of current, voltage drop and the spacing of the pins.
The measurement taken by the equipment is one of resistance, in ohms, in order to calculate the resistivity, the following calculation must be made;
Where;

The Wenner 4 Pin method provides an average resistivity to the depth of the measurement, though in reality the resistivity of individual layers can vary dramatically.
Therefore the measurement is taken at several depths, and then, using the Barnes Layer Method, analysed.
The Barnes Layer Method was developed to make use of the average resistivities of subsurface data. This method endeavours to distinguish the resistivity of layers of the earth. The thickness of the layer is assumed to be equal to the incremental increase in the spacing of the pins.
Where;

Note: mhos are the inverse of ohms, as conductance is the inverse of resistance
Visual
Direct visual inspection of the pipe condition can be carried out at above ground facilities, such as AGIs and river crossings, or where the pipe is already exposed due to erosion or landslides.


Such areas allow for additional information to be obtained including;
- Presence / absence of coating and its condition
- Condition of clamps / supports
There is a clear advantage in walking the entire length of the pipeline route, this enables information to be gathered such as;
- Road river and rail crossings with indications as to whether or not they are sleeved
- Crossings and parallelisms of overhead high voltage power lines
- Crossings and parallelisms of ac and dc electrical traction systems
- Obvious changes of soil conditions such as arable to clay soils
- Areas subject to mechanical risk from landslips and avalanches
- Sites of special scientific interests
- Critical sections of the pipe such as hospital and power feeder sections
- Evidence of pollution, either from the pipe or from other sources
Potential Measurements
Structure to soil potential measurements will provide indications of:
- Cathodic protection status
- Presence of stray currents
- Presence of AC interference
- Active corrosion
Buried steel has a natural potential (also known as rest potential, free corrosion potential or native potential) that is a function of the steel and the soil composition.
All structure to soil potentials onshore are made with respect to a saturated copper / copper sulphate (Cu/CuSO4) reference electrode.
Test Posts
Test posts are installed at specified intervals along the pipeline, or at key locations, and facilitate a pipe-to-soil potential to be taken using the cable connection terminated inside.
Facilities may also be available to measure connections to;
- Foreign services (crossing or parallel)
- Casings
- Sacrificial anodes
- Coupons
- Current Spans
Above Ground Features
Above ground features, such as AGIs, valves and crossings allow a direct connection to the pipeline. On some pipelines these may be the only source of a direct pipe connection, when test posts have been vandalised, stolen or not previously installed.


Potential Gradients
Where there is no available connection to the pipeline, either through a test post, or an above ground feature, two matched electrodes can be placed in the ground, suitably spaced, in order to determine the magnitude and direction of DC currents.
CIPS (Close Interval Potential Survey)
CIPS is only really applicable to a pipeline where an existing CP system is in operation, as the purpose of the survey is to determine the effectiveness of the applied cathodic protection. There is seldom any value in carrying out a CIPS for a temporarily applied cathodic protection system.

Any source of cathodic protection current should be synchronously interrupted if an IR Free (sometimes referred to as an Off) Potential is required.
The survey relies on a connection to the pipeline being made, through a cable reel, potentials are then measured at short intervals typically 1 – 2 metres along the route of the pipeline. The connection is remade at each available pipe connection.
MANAGING DATA
Careful management and handling of the data collected during the above ground surveys will provide valuable insights into the pipe condition. It is easy to overlook vital clues if the data is not managed correctly.
Above ground surveys rely upon visual reports, above ground measurements, and bell hole measurements.
GPS locations should be provided for each feature and measurement location.
This data needs to be segregated into a format that permits marrying up to the pipeline route. Due to the large amount of data that is collected it is easy to overlook critical information for a particular section because the data has not been related to the correct section.
For this reason it is better to divide the pipeline up into sections so that the various data can be easily cross related. These sections do not necessarily need to refer to convenient pipeline operating sections, or even electrical sections, but they must be able to be easily identified.
Data Analysis
Data analysis needs to be carried out on a section by section basis and needs to cover all of the information.
A Priority Matrix should be developed to list all of the contributory features along with a weighting, or factor, to categorise the overall risk of external damage.
Visual reports should be analysed to determine whether there is any evidence of previous leaks or repairs to the pipeline or if there are any factors that make the risk of damage higher than usual. Such factors may include signs of pollution, evidence of landslides or construction activities.
Potential measurements will provide useful, and definitive, information concerning ac and dc interference that can significantly increase the corrosion rates of bare steel. Guidance is given within the relevant cathodic protection and stray current interference standards with regard to the interpretation of the results.
In isolation the various measurements will not provide enough evidence to determine excavation and repair locations. The data needs to be combined into a Priority Matrix that adds weighting to the data to develop a total risk factor.
Over the years Corroconsult have developed a weighting system to encompass all of these features, and an example is shown in the Appendix.
The Priority Matrix has to be adjusted for each new pipeline, since the factors may change depending upon the environment and local regulations.
Priority Matrix
A Priority Matrix is utilised to assist in selecting suitable locations for excavations and further measurements based on the information gleaned from the Above Ground Measurements phase of the works
Weightings are applied to various features of the pipeline route to provide an initial assessment. The higher the index then the higher the priority i.e. 0 = low priority, 80 = high priority.
After the initial priority has been established then further key factors are included to provide a final weighting. This final weighting will then be used to supply the final recommendations for excavations.
Example weighting factors are:

BELL HOLE EXCAVATIONS
Bell hole excavations provide a direct assessment, and vital insight as to the condition of the pipeline. The following section outlines the basic tests that should be performed at any location where the pipe is exposed.
Relative Information
With the pipeline exposed, the following information should be recorded;
- Individually assigned bell hole number
- Inspectors
- Serial numbers of inspection equipment
- Excavation location
- GPS coordinates and elevation
- Actual depth of cover
- Level of water table (if present in excavation)
- Weather conditions
- Dimensional checks (circumference and ovality)
Comprehensive photographical records are immensely useful for later reference, and cataloguing all of the information in a visual format.
Physical Measurements
Alongside the relative information listed above there are a number of physical measurements that should be performed in order to obtain the most comprehensive record for the excavated location.
Coating Evaluation
Prior to the removal of the coating at the exposed bell hole the following data shall be recorded, where applicable:
- condition of the existing coating (number of defects, mechanical damage, disbondment and cracks)
- type of insulation
- number of insulation layers
- presence of adhesive primer
- percentage of bare metal exposed
- location and size of corroded sections and depth of metal loss
- type of corrosion
- evidence of sulphate reducing bacteria
- coating pull-test on sample
In addition to written and photographic records, a trace of the pipe circumference may be taken using marker pens and transparent plastic sheet.
UT Wall Thickness
Ultrasonic wall thickness measurements provide an indication of corrosion and / or manufacturing defects.


By drawing a grid pattern both along and around the pipeline, spot measurements are taken. Further measurements are taken at sites of external corrosion and either side of weld seams.
The percentage of wall loss allowable is determined through calculation.
Pit Depth
Pitting caused by corrosion on the pipeline, should be measured and quantified. Information that should be recorded is;
- Maximum Depth
- Longitudinal (axial) Length
- Orientation (with respect to the pipeline)
This information can then be calculated using ASME B31:G, to obtain a maximum allowable operating pressure (MAOP) for the pipeline at that location.
This calculation is crucial in determining whether the pipeline is fit for purpose at the desired operational / testing pressures.
Soil Resistivity
Actual soil from the pipeline / soil interface can be retrieved from the bell hole and tested. This gives a 100% accurate measurement for the layer of soil that the pipeline is within at this location.
Instead of the Wenner 4-Pin Method, a slightly different technique is employed.
A soil box is constructed of known dimensions and pin spacings. By placing the soil sample within this box and testing, the result is returned directly in ohm.cm, without the need for any further mathematical formula.
Potential Measurements
A potential measurement at the pipeline / soil interface removes the error associated with the measurement taken at the surface, giving a truly representative indication of the cathodic protection status / natural potential.
WHAT TO DO NEXT
With all the data collated, analysed and presented, it is between the Contractor and the Client to decide what the next steps should be.
The following section outlines the main possibilities available, but ultimately the decision falls down to;
- Overall costs
- Logistics
- Time constraints
Cathodic Protection
There are two types of cathodic protection that can be applied;
- Sacrificial
- Impressed Current
The selection of which type would be best suited to the pipeline is clear from the data collected in the previous phases. This information would not only determine which system to use, but would provide enough information to a design company to ensure a working system is installed.
Sacrificial protection is best used where corrosion / coating damage is localised to small distinct areas, and the resistivity of the soil is below 100 ohm.m.
Impressed current protection is preferred where the general condition of the coating is poor along the entire pipeline length and / or the current demand is higher than expected due to foreign contacts, stray current interference etc.
The two systems are not exclusive from one another, it is common for sacrificial anodes to augment an impressed current system when;
- Design criteria cannot be achieved at both mid-point and drain point
- A source of stray current interference is present
Coating Repair
For short sections of poorly coated pipeline, it may be desirable to excavate the length, and recoat it.
Corrosion will only occur where there is a holiday in the coating and therefore repairing the coating at these locations would inhibit the corrosion process from occurring further.
Recoating extensive lengths of pipeline may well be unfeasible due to budgetary constraints.
Mechanical Repairs
Should sections of the pipeline have been deemed to fall below the threshold levels for the operating / testing pressures, than mechanical repairs are possible in order to restore the integrity.
These repairs could entail a direct removal and replacement of a pipe section, or strengthening through reinforcement.
Whilst there are a number of reinforcement products presently on the market, when the length of the section under repair exceeds a certain limit, the repair / replace option can become more economically viable.
Nothing
Always a preferred option for the accountants. This has the benefit of no capital expenditure, and leaving a huge risk for someone else to deal with.
Certainly not recommended.




![Corroconsult UK Limited - Capability Statement [French] resized.png](https://images.squarespace-cdn.com/content/v1/5a96c196c3c16a1b83e4726a/1521194021058-WUAODA348PE29BD01DMB/Corroconsult+UK+Limited+-+Capability+Statement+%5BFrench%5D+resized.png)
![Corroconsult UK Limited - Capability Statement [Spanish] resized.png](https://images.squarespace-cdn.com/content/v1/5a96c196c3c16a1b83e4726a/1521193074192-9VV8EAEP9BHOBYYVUQGE/Corroconsult+UK+Limited+-+Capability+Statement+%5BSpanish%5D+resized.png)
![Corroconsult UK Limited - Capability Statement [Portuguese] resized.png](https://images.squarespace-cdn.com/content/v1/5a96c196c3c16a1b83e4726a/1521192473079-03BCOSX9WFCHVHOO2T4Q/Corroconsult+UK+Limited+-+Capability+Statement+%5BPortuguese%5D+resized.png)
![Corroconsult UK Limited Capability Statement [Arabic] resized.png](https://images.squarespace-cdn.com/content/v1/5a96c196c3c16a1b83e4726a/1521192082148-QG0AEOLLFYTWYTBPN843/Corroconsult+UK+Limited+Capability+Statement+%5BArabic%5D+resized.png)
![Corroconsult UK Limited - Capability Statement [English] resized.png](https://images.squarespace-cdn.com/content/v1/5a96c196c3c16a1b83e4726a/1521190847119-06HFIL4PW2ZF5TAMHWY5/Corroconsult+UK+Limited+-+Capability+Statement+%5BEnglish%5D+resized.png)


